















打抜機のムラ取り時間の大幅な短縮についての記事
お世話になっている (株)カウンタープレートジャパン の 代表 浅井さんから
以下のようなメールを頂いた。
とても 興味深いので 許可を得て転記しました。
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
5月に私が開発したムラ取り対策の「プレバランスシート」(国内特許取得・海外PTC出願済)が米国展示会「オデッセイ」で発表絶賛された。見学者の対応が追い付かず非常に苦慮した。何回も何回も他の出展者の方が社員や顧客を当社ブースに連れて訪れた事も起因した。又、「この技術の最大の悲劇は日本の小さな会社が開発した事だ!」と言い放つ紳士もいた。腹が立ったが・・・うれしかった!其れ程に打抜機ムラ取りに対しての技術が未成熟で米国でも問題解決が図れない部分なのだ。関西大手の富士包装紙器様と関東大手トーイン様で全台に向けて採用中で有る。両社共に既存手法のクッションマットなどで過去に何回も、この問題に取り組んで結果が出せなかった企業様だ。なぜ?大手さんで採用が進むかと言うと逸失利益を思慮出来るからだ。「逸失利益とは本来は得られるはずの利益機会を失っている」だ!では、何が原因で逸失利益機会を失っているのか?打抜機で言うと打抜機機外で出来ない作業!其れがムラ取り作業だ。プリプレスが有っても打抜機別に抜圧バランスの違いから打抜機本機でムラ取りはしないといけないからだ。そのムラ取り作業が3時間掛る物をプレバランスは30分以内に圧縮できる。2時間半は人件費圧縮を考えるよりも、一時間に5千枚稼働の打抜機だとすると2時間半短縮出来た事で5000枚×2.5時間=12500枚の打抜加工が可能だ!一枚当たり@5円だとすると62500円分の打抜機の本来の利益を得られるのだ。逸失利益をそのまま放置するか得るかは大きな違いである。
打抜機のセット時間の短縮が溝切作業はカウンタープレート利用で急激に時間短縮しているがムラ取り作業は相変わらず長時間作業だ。一度してしまえばリピート時にはムラ取りシートの保管や1mmステンレス板での保管で楽にはなった。しかし製品サイクルが短くなっている現在では新抜型は必ず一日に数型は手掛けなければいけない。この事は一般リピート品と違い何処まで時間が掛るかはオペレーター力量で大きく左右する。当社はカウンタープレートの普及から多くの打抜き現場で打抜機の立会をしてきた。新型時の立会が多く、特に面付数が多い新抜型での立会が多かった。その時に目の辺りにしたのがムラ取り時間の大変さだった。カウンタープレートの立会が10面付でもわずか15分の立会にムラ取作業時間での待機時間は2時間~3時間が当たり前で場合に寄れば半日待機も経験した。見るとムラ取り方法が各社バラバラで不思議に思った。分類すると・・・・
50%位切れた所から大量のムラ取りテープを貼るおオペレーター
80%位切れた所からムラ取りテープを貼るオペレーター
抜く前に切れない想定箇所にドンドンムラ取りテープを施すオペレーター
これらの作業から更に何回も何回も打抜きながら少しずつムラ取りテープ貼りを延々と続けるオペレーター。
~のタイプとが絡むケースが有る。10面付有るキャラメルケースのムラ取り時間に2時間~3時間は普通にかけている。何点かを立ち会い時に、良く見ると全ての抜型に全ての刃物に対してムラ取りを施しているパターンが有った。不思議に思い「もう少し抜圧を上げてからのムラ取りの方が良いのでは??」と問いかけるとオペレーターが「一部罫割れが起きるので・・・」との返事が有った。見ると打抜機の一部狭いエリアで異常に強く当っている。拠って其のエリア以外に全てムラ取りテープを施している状態で、その事で異常に長いムラ取り時間になっていた。私は「打抜機メーカーで直せないのか?」と聞くと「打抜機メーカーでは直せないと聞いている」と!其の為に全ての抜型に対して異常なムラ取り作業時間となっていた。そうなのだ!打抜機メーカーのバランス補正は駆動部分直結の4点調整なので大雑把なバランス補正だけで、真中近辺に関しては補正不可能なのだ。他の一社はムラ取りシートをセットして試抜する前にクワエ側と真中辺りにムラ取りテープを異常に貼り込む。「なぜ試抜する前にムラ取りテープを貼るか?」と聞くと「どうせ切れないから初めに貼る」との答えだった。彼らオペレーターは其の事を仕事だと勘違いしている事にビックリ!この事は全ての新抜型時に当たり前に長時間のムラ取り作業を費やしている訳で愕然とした。元来私達が作っている抜型はレーザカット直角精度不良や刃曲げ時の不良などで若干の抜型本来の切れムラは存在する。又、抜型におけるパッケージデザインレイアウトでの切れムラも存在する。此れは刃や罫線が一部に集中しているエリアが有る事で、その近辺が切れない事である。後はバランス刃の無い抜型でのトラブルも存在する。しかし正しくバランス刃が入っている抜型に於いては抜型での切れムラは20%弱で残りの80%は打抜機自体のバランス悪さを切れムラ取り作業で行っている。この事は非常に打抜業界全体の悲劇である。もっと言うと打抜機メーカーはこの事は見て見ないフリをしていると考える。なぜならば「オデッセイ」で大手打抜機メーカーの役員がウチの打抜機はフラットだから関係無いと言い放った。しかし、現に展示打抜機の抜型に対してのムラ取りがセンター付近に集中していたのにも関わらず!打抜機メーカー的には存在しないと言い張る。
プレバランスの理論は・・・
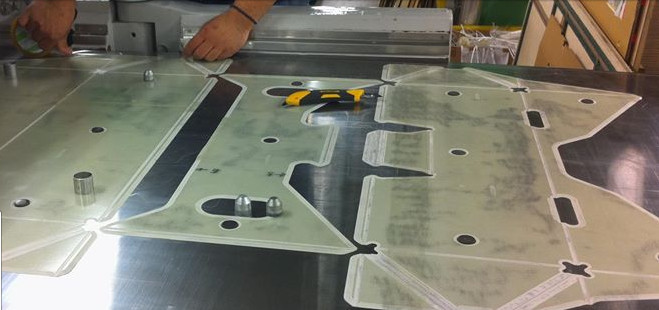
20ミクロンフイルムを弱粘着10層で重ね一枚のシートにして打抜機最大サイズの50mm角ピッチの抜型でハーフカットをする。
ハーフカット跡は打抜機の抜圧が高いエリアは8枚~9枚、抜圧の弱いエリアは一枚しか切れない。それを全て剥がす。すると一枚剥がすエリアと8枚剥がすエリアとは差は7枚で0.14mmの抜圧高低差を一定にする事が可能と成る。ムラ取りテープで言うならば3枚差が0枚で済む事に成る訳だ。
全てを剥がしたら通常平盤ならムラ取りシートの上に乗せる保護板を半分以下の厚み2枚を制作して剥がしたプレバランスシートを挟み込みシールする。
新抜型でのムラ取り時には通常使う保護板の代わりにプレバランスシートを施した保護板を使う事で打抜機の抜圧バランスをフラットにした状態でムラ取り作業をする事と成る。拠って通常の10%以下のムラ取りで完了と成る。
海外特許取得中の米国での代理店もオデッセイ後に来日してトーイン様、ザ・パック東京工場様で視察を終え販売契約を交わした。現在ヨーロッパでの交渉も開始した。
又、新打抜機で有っても検収目的にプレバランスシートを利用する事も想定している。世界中の打抜機のバランス補正をする事でどれだけの経済効果が有るか計り知れない。切れムラ作業の短縮時間やバランスシート及び専用ハーフカット抜型や保護板・プレバランストレーニング費用・・・・全てを合わせると500億以上の経済効果と成ると考えている。




奥田社長様!
ありがとうございます。
私自身業界に貢献出来る様な製品開発をして来まして今回のプレバランスの開発は世界から注目をされる事に成りました。
しかし!打抜機の寿命を伸ばす事に成りかねないコノ技術は打抜機メーカー的には有り難くない技術かもしれません。
とにかく私は打抜機ユーザーさんに喜ばれる開発を今後も続けて行く所存デス=^_^=ノ